The basic elements in manufacturing polyethylene water tanks are polyethylene powder, water tank moulds and gas fired ovens. The original process was discovered many years ago, but only reached its potential following the commercial production of polyethylene.
In Australia, the basic raw material used to rotomould water tanks is Low Density Polyethylene (LDPE) which is sourced from the Qenos Olefins plant in Port Botany, New South Wales. This manufacturing plant uses ethane as its source material. The ethane is piped almost 1400 kms from Santos’ processing facilities at Moomba in outback South Australia.
LDPE has a density range of 0.910 – 0.940 g/cm3 with a high degree of short and long chain branching which gives molten LDPE its unique and desirable flow properties making it very suitable for the manufacture of water tanks. LDPE is created by a process of free radical polymerization.
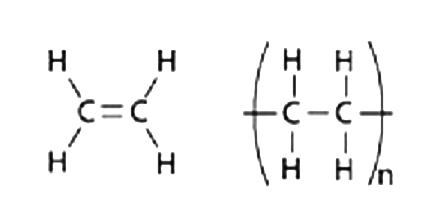
The molecular structure of ethylene is shown on the left below and polyethylene’s molecular structure is on the right.
Rotomoulding is one of a number plastics moulding techniques, with others being blow and injection moulding. In the rotomoulding process, a measuured quantity of powdered polyethylene resin is placed into the tank mould. The powder has been compounded and mixed to include the colour which is desired, UV stabilizer to ensure the tank does not fade when exposed to solar rays, and a release agent to assist in removing the tank from its mould.
 The oven is preheated to between 260 to 370 degrees Centigrade before the mould is placed in the oven. Ovens used can be of various designs including open flame rock and roll machines, shuttle machines or multi arm machines. Once the mould has been placed inside the oven, it is bi-axially rotated around two axes as the polymer melts and coats the inside of the mould. The rotation is less than 20 rotations per minute and is not to be confused with a simple centrifugal rotational motion. Time spent in the oven is critical. If the tank is overcooked the polyethylene will degrade and its impact strength will be reduced. If it spends too little time inside the oven, the melting of the polyethylene polymer will be incomplete and imperfections in the tank will result. The manufacturing process is computer controlled and the cooking time is influenced by ambient air temperatures.
The oven is preheated to between 260 to 370 degrees Centigrade before the mould is placed in the oven. Ovens used can be of various designs including open flame rock and roll machines, shuttle machines or multi arm machines. Once the mould has been placed inside the oven, it is bi-axially rotated around two axes as the polymer melts and coats the inside of the mould. The rotation is less than 20 rotations per minute and is not to be confused with a simple centrifugal rotational motion. Time spent in the oven is critical. If the tank is overcooked the polyethylene will degrade and its impact strength will be reduced. If it spends too little time inside the oven, the melting of the polyethylene polymer will be incomplete and imperfections in the tank will result. The manufacturing process is computer controlled and the cooking time is influenced by ambient air temperatures.
Once the mould is removed from the oven, it must be cooled to allow the polyethylene to set and to shrink slightly so that the tank can be removed from the mould. This is a critical step in ensuring a perfect tank. When the mould has cooled sufficiently to be handled the mould is opened and the tank is removed. Then the process is repeated by adding polyethylene polymer powder to the mould.
Tank manufacturers try to manufacture as many water tanks as possible without having to change the mould for one of a different size as each mould change costs them lost production. The rotomoulding process is ideally suited to the manufacture of hollow vessels with relatively


Leave A Comment